
It is extremely common for mines to implement a “do-it-yourself” approach to dust control in materials processing and handling in the hope to save capex and avoid the perceived high costs of implementing a third party system. These DIY systems often deliver disappointing dust control results and eventually become neglected.
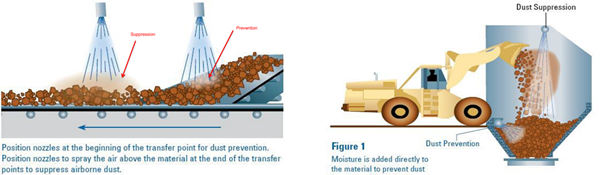
The major reason these DIY systems fail is because they rely on existing low pressure watering systems alone to pre-wet materials in order to control dust generated from processing. They’re commonly seen on mines and processing plants at ROM/tip areas, crushing transfers, conveyor transfers and stockpile feeds. This type of approach to dust control is actually referred to as “dust prevention” and involves using high volumes of water at low pressures to increase the humidity/moisture content and prevent the materials from emitting dust during handling. Dust prevention systems are highly favoured because they are relatively low cost and easy to implement with existing plants and services.
Dust prevention systems are often confused with dust suppression systems. Dust suppression systems spray much lower volumes of water at higher pressures to surround and match suspended dust particle sizes to effectively suppress dust once airborne.
In this blog post, we’ll take a look at the limitations of dust prevention systems alone in controlling dust and why dust suppression systems should also be considered. We’ll also explore how third party providers of dust suppression systems can help produce cost effective results and help you avoid introducing additional hazards to the process.
![]()
The limitations of dust prevention systems
Using dust prevention methods alone has limited effectiveness in the control of dust created by bulk materials handling and processing. Prewetting material with low pressure sprays prior to processing or transfer points will reduce dust from the surface area of material, but often fails to actually prevent dust when material breaks up as it is handled and processed, exposing drier points and generating dusty fines. This is why many processing clients are frustrated that dust is still generated and becomes airborne despite using a dust prevention system. It’s also an increasing frustration for the mine during hotter and drier weather conditions and when processing drier ore bodies. We’ll come back to the matter of airborne dust at the actual transfer points shortly.
A further limitation and unintended consequence of dust prevention systems is that the low pressure spray system introduces too much water into the process, which can commonly lead to blockages and material build up. These blockages slow down production and place more pressure and cost on plant maintenance activity. Conveyors can also slip off their rollers due to excess moisture.
More often than not, low pressure watering systems lack any sort of “smart” automation features. They usually function by constantly spraying high volumes of water at a low pressure onto materials, relying on manual system activation from the control room instead of utilising automated system on system off features or pre-programmable logic. “Dumb” dust prevention systems run the risk of always staying on and over wetting plant and material, or never being turned on in the first place.
So in summary, dust prevention systems are limited in their effectiveness. They help prevent dust by adding moisture to material prior to processing but they can’t effectively stop airborne dust at transfer points and tend to over wet processing areas causing other hazards and stoppages.
In order to avoid these issues, improve the flow of production and ultimately save time and money, mining companies should not hesitate to engage 3rd party dust suppression system designers and fabricators to efficiently solve dust control problems in processing. Reputable third party providers are experts in their field and their system designs will incorporate effective features to produce immediate dust control improvements. Higher pressure dust suppression systems are far more effective at controlling airborne and respirable dust particles compared to dust prevention systems.
Why dust suppression systems are the superior choice
Dust suppression is different to dust prevention as dust suppression systems utilise high pressure water feeds (typically > 40 bar) at a low volume to add a fine atomised mist to the air.
A well designed dust suppression system also considers nozzle selection and spray curtain patterns to target airborne dust as it’s generated by material transferring: from truck to ROM (tip areas); through crushing and screening and out chutes to other conveyors. Water droplet sizes are produced at much smaller distributions (some >100 microns) to target and match the smaller airborne dust particles. At these sizes, droplets stand a better chance of attaching themselves to dust particles, trapping the particulate and preventing the spread of dust plumes.
Smart dust suppression systems will also integrate automations into their design for even better system performances and water savings. Automations such as system activations triggered by remote control sensors, pre-programmable weight on belt logic controllers, and fully automated, self-cleaning water filtration systems are good examples. Nozzle life is extended through the use of the filtration systems – meaning that system blockages are less likely and dust suppression is not compromised.
The benefits of high pressure dust suppression systems include reduced water consumption, significant reductions in airborne dust levels as well as improved productivity due to decreased instances of blockages caused by excess amounts of moisture in processed material.
It can therefore certainly be seen that the delivery of these benefits are worth the investment for a mine to implement a 3rd party system.
The proven effectiveness of such systems can be found in one of our many case studies. Click here to read how Dust-A-Side Australia designed and installed a dust suppression system at an Australian mine site preparation plant. This system has resulted in a 78% reduction of respirable sized dust at the site. Flow-on improvements of implementing this system have also included less down-time caused by blockages as well as a dramatic decrease in water usage for dust control purposes.
![]()
Talk to Dust-A-Side Australia about installing a dust suppression system at your site
Our cost-effective dust suppression systems feature standard components with modular designs for easy system expansion. Skid or container housing options are available for control rooms.
In addition, we offer smart upgrade packs with enhanced system automations for optional ore conditioning and water treatments to optimise system reliability.
Dust-A-Side Australia engineers and our technical team have worked hard to introduce design enhancements to many of our dust suppression systems. These enhancements improve system performance and minimise costs for single dust generation point applications. Specifically, we have introduced new standardised designs for ROM and tip areas, crushing, breaking and screening points (as well as supporting conveyor transfers) and stockpile feeds/discharge points.
To find out more or request a no obligation technical consultation and site assessment, simply click here.